更新时间:2017/6/8 20:23:48 阅读:36789
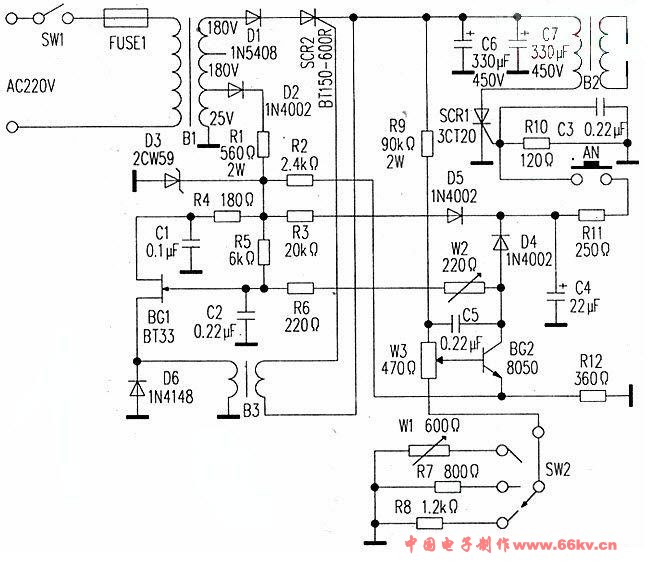
| 该点焊机有三挡功率调节,还有一个细调旋钮,电路设计巧妙,制作并不复杂。 1、工作原理是电容储能放电式。接通电源后,通过D2得到的脉动直流半波电压,经D3削波稳压后,一路送给SCR1主触发电路,另一路送到SCR2辅助触发电路。辅助触发电路的主要功能,是通过调节细调电位器W3或粗调开关SW2来调节C6、C7电容器的充电电压大小(控制输出功率大小),C6、C7上的电压通过R9、W3.、SW2组成的分压器,在W3的中心抽头拾取电压信号送到比较器BG2基极,与送到其发射极的削波电压相比较。如果小于其值,则BG2截止,这时,SCR2在BG1组成的弛张振荡器控制下导通,C6、C7经D1、SCR2充电.当C6、C7上的电压达到设定值时,BG2导通,BG1组成的弛张振荡器停止工作,C6、C7充电结束。D4为钳位二极管,用于当焊接按钮AN按下时迫使BG1停止振荡。 2、变压器B1用4cm×5cm铁心,B2所用铁心面积样,初级用Φ2mm漆包线绕98T,次级用0.6mm×8mm扁铜线绕8T。
3、调整 第一步将SW2拨到对应电阻R8的那一挡(最小挡),W3中心抽头调到R9一侧。 第二步:W2阻值调到最小值,然后接通电源,调整W2到BG1能够起振。按下AN,BG1能够完全停振。 第三步.将SW2拨到对应微调电阻W1那一挡(最大挡),W3中心抽头调到SW2一侧,W1阻值调整到最大值,用万用表直流挡测量C7上的电压,并调整W1使其达到400V.此电路结构简单、功能完善、调整方便,装好后在最大功率下能焊接0.5mm以下的薄钢板.以及进行了钢丝、铝皮、小型电路接头的焊接。 |
【电子基础】
【器件资料】
【PCB 技术】
【控制电路】
【音响电路】
【报警电路】
【通信电路】
【充电稳压】
【升压逆变】
【日常电器】
【工具仪表】
【单片机栏】
【其它电路】
【教学视频】
【图解教程】


| 电脑版 | 联系我们 | 微信公众号 | 回顶部 |